Welding Processes
Fume, UV, fire, electric shock, gases — five hazard families in every weld. Capture the fume at the source, screen the arc, control ignition, isolate the cylinders.
- LEV at the source beats every other fume control. On-tool extraction is best for site work.
- Hot work permit for any welding outside a designated bay.
- Auto-darkening helmet + flame-resistant clothing + appropriate respirator.
- Acetylene cylinders upright + chained, segregated from oxygen.
- Health monitoring mandatory for ongoing exposure to Schedule 14 chemicals (cadmium, chromium VI, lead, beryllium etc.).
1. Processes covered
| Process | Notes |
|---|---|
| MMAW (stick) | Open arc; high UV/IR/ozone; stub fumes. |
| GMAW / MIG | Open arc; lower voltage; ozone; spatter. |
| GTAW / TIG | Arc + shielding gas; ozone; cleaner fume. |
| Oxy-acetylene (gas) | Flame; fire/explosion hazard, flashback risk. |
| Plasma arc | Extreme UV, 98–112 dB(A) noise, intense heat. |
2. Hazards
Airborne contaminants (Reg 49)
- Metal fumes: chromium VI (carcinogen), manganese (CNS, ototoxic), nickel (allergen, lung), cadmium (kidney, lung — lethal in confined space), beryllium (carcinogen), zinc, iron oxide.
- Gases: ozone (deep-lung damage), nitrogen oxides (emphysema), CO (asphyxiation), hydrogen fluoride, phosphine.
- Organic vapours from coatings on substrates: aldehydes, isocyanates, phosgene (delayed lung injury — generated when chlorinated solvents pyrolyse near arc — never weld on metal recently degreased with chlorinated solvent).
Radiation
- UV/IR — arc-eye (corneal flash burn); skin burns; cumulative cataract risk; permanent vision damage if untreated arc-eye gets infected.
Electrical
- Direct contact with electrode, work piece, unearthed cables; worse in moisture/humidity.
Fire / explosion
- Sparks travel ~10 m; oxygen-rich atmosphere (>23%) dramatically increases fire risk.
Noise — 98–112 dB(A) for plasma; HPDs needed.
Heat / burns — sparks, hot metal, post-weld surfaces.
MSDs — awkward postures with bulky PPE.
3. Hot work permit (Section 3.4 of source; per AS 1674.1)
Required for any welding outside a designated welding area, especially:
- Near flammable materials.
- On vessels / pipework.
- In confined spaces.
- On premises with combustible structures.
Permit content:
- Location, work, start/end time.
- Pre-work check: 10 m clear of combustibles; covers / fire blankets.
- Ventilation requirement.
- Fire spotter designated and equipped.
- Post-work cool-down monitoring (typically 30+ min after work ends).
- Sign-off: supervisor + welder + fire spotter.
4. Fume extraction — hierarchy
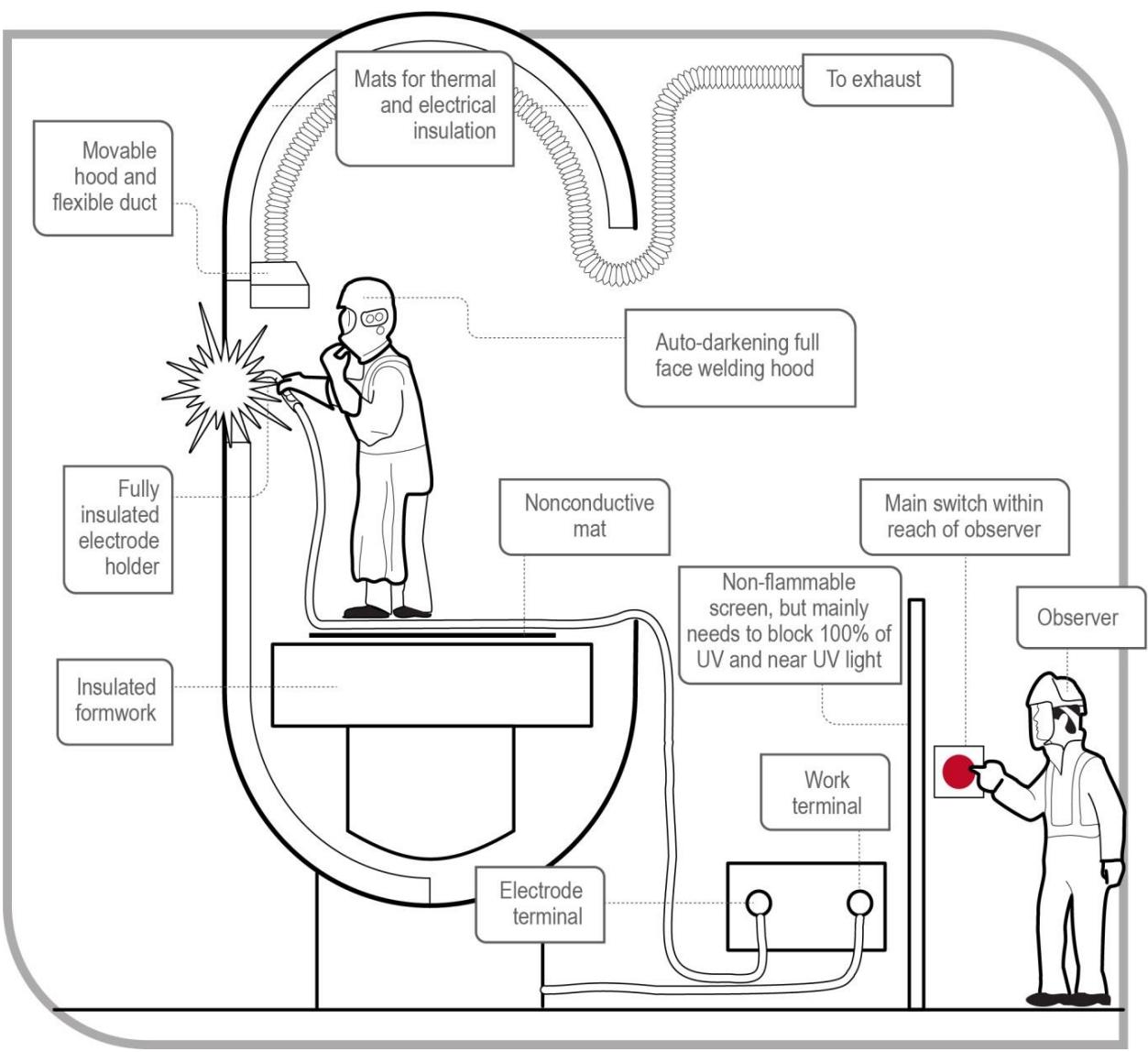 Figure 1 — Portable LEV unit. Captures fume at the source; the gold standard for fixed-bay welding.
Figure 1 — Portable LEV unit. Captures fume at the source; the gold standard for fixed-bay welding.
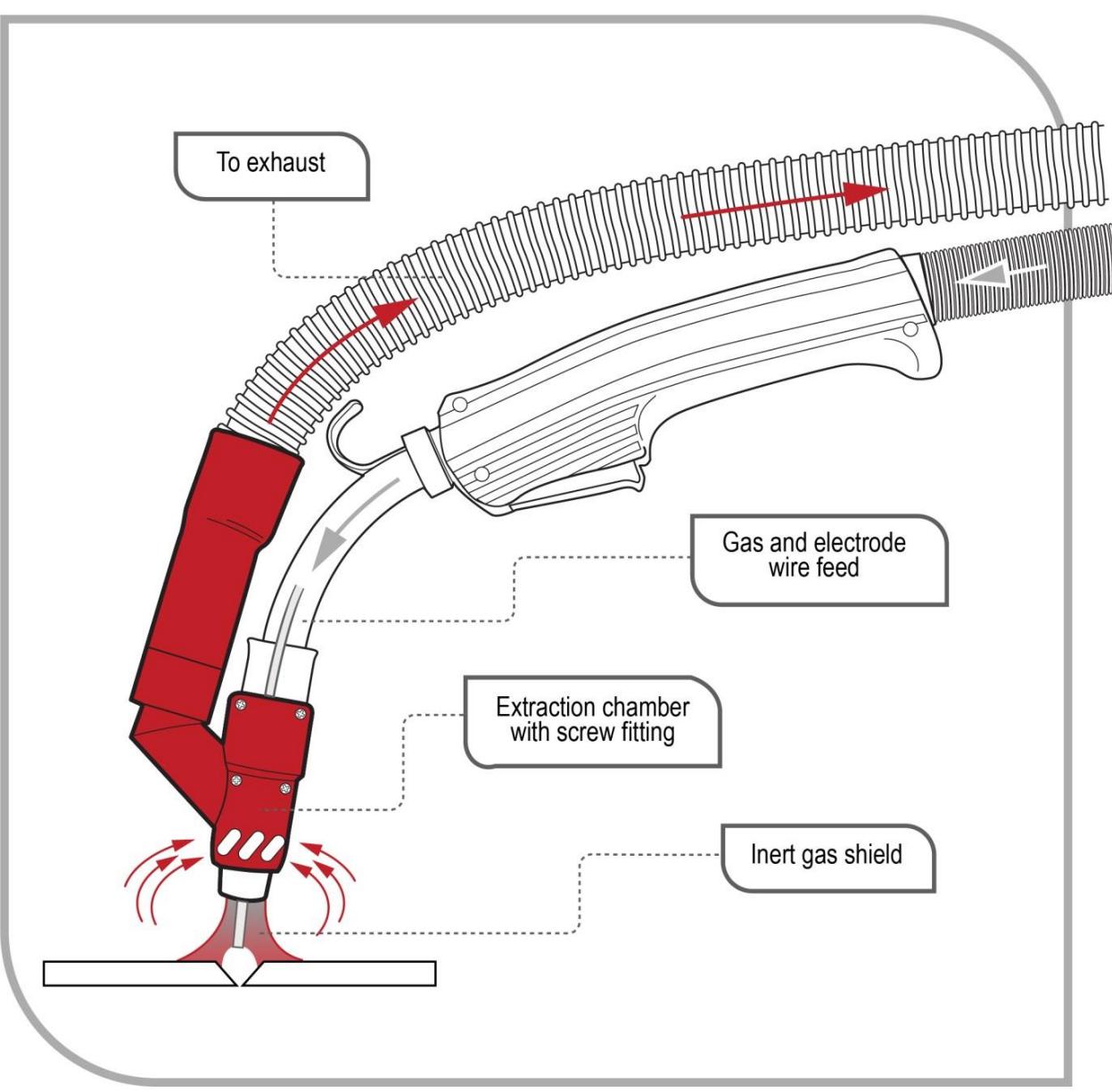 Figure 2 — On-tool fume extractor attached to the welding gun (LVHV — low-volume / high-velocity). Best for site or mobile work.
Figure 2 — On-tool fume extractor attached to the welding gun (LVHV — low-volume / high-velocity). Best for site or mobile work.
Order of preference
- LEV (Local Exhaust Ventilation) at the source — capture velocity ≥ 0.5 m/s. Fixed (side-draught, downdraught, booth) or portable (flexible-duct hood, on-tool).
- Forced dilution — secondary; only for low-toxicity processes.
- Natural dilution — last resort; comfort only, not control.
Discharge: outside, away from intakes / compressors / openings. No recirculation.
5. Welding screens & arc-flash protection
- Opaque or translucent screens for arc-flash UV protection of bystanders (AS/NZS 3957).
- Position to block direct line-of-sight to arc — 1.8 m height minimum; full surround on multi-station bays.
- Warn bystanders: "Welding in progress — do not look at arc."
6. PPE
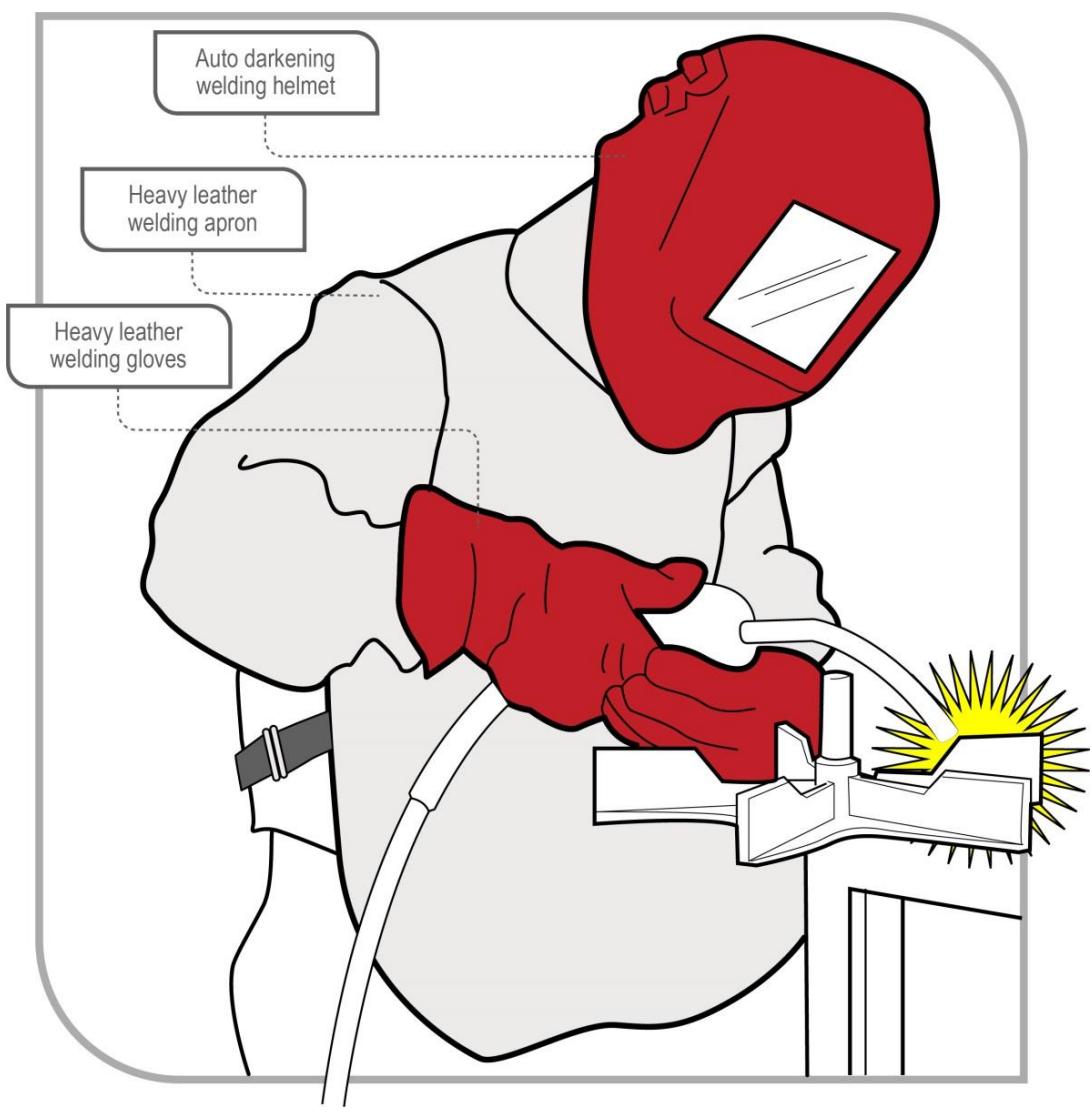 Figure 3 — Welder in full PPE: auto-darkening helmet, leather jacket and gauntlets, fire-resistant trousers, safety boots. Note: respiratory protection on top when LEV insufficient.
Figure 3 — Welder in full PPE: auto-darkening helmet, leather jacket and gauntlets, fire-resistant trousers, safety boots. Note: respiratory protection on top when LEV insufficient.
| Item | Spec |
|---|---|
| Helmet / goggles | Auto-darkening shade (numbers in AS/NZS 1338, 1336, 1337). |
| Gloves | Fire-resistant gauntlets; AS/NZS 2161; long enough to cover wrist. |
| Clothing | Flame-resistant, long sleeves/trousers; natural fibres (cotton, leather); no pockets/cuffs. |
| Footwear | Closed-toe, heat-resistant, non-slip; AS/NZS 2210. |
| Respirator | P2/P3 disposable for general fume; air-supplied for confined space or oxygen-deficient atmospheres; cartridge for organic-vapour where solvent-coated substrate. |
| Hearing | Earplugs/muffs for plasma + thermal cutting; AS/NZS 1270. |
Fit-test respirators per AS/NZS 1715. Disinfect / refit between operators.
7. Confined-space welding
- Pre-entry permit (see confined_spaces).
- Atmospheric testing — O₂ 19.5–23.5%, contaminants below WES.
- Continuous ventilation throughout the work.
- Air-supplied respirator (mandatory if O₂ unstable or fume cannot be exhausted).
- Stand-by person outside; rescue plan ready.
- Never use oxygen to ventilate or "freshen" a confined space — extreme fire risk.
8. Cylinder handling
- Acetylene cylinders upright at all times (porous mass + dissolved acetylene; lying flat causes acetone migration, hazardous regulator behaviour).
- Chained / secured — both upright and during transport.
- Segregate flammable (acetylene, LPG) from oxygen — minimum 3 m or 1.5 m fire-rated barrier.
- Caps on when not in use.
- Flashback arrestors at both blowpipe and regulator ends, on both fuel and oxygen lines (AS/NZS 1869).
- Hoses crimped/permanent clips; daily leak test (soapy water, no flame).
- Lock cylinder valves at end of shift.
9. Health monitoring (Reg 368)
Required for ongoing exposure to Schedule 14 hazardous chemicals — includes cadmium, chromium VI, lead, beryllium, MDI / TDI (isocyanates) — common in galvanised, stainless, cadmium-plated, painted substrates.
- Doctor with hazard-exposure experience.
- Baseline + periodic biological monitoring (blood, urine, lung-function as relevant).
- 30-year confidential record retention.
- Adverse results trigger control review and worker notification.
10. Records & training
- Hot work permits — keep for the project.
- Air monitoring records — 30 yrs.
- Health monitoring reports — 30 yrs confidential.
- Equipment register — welder, regulators, hoses; daily inspection logs.
- Training: process-specific, PPE, hazard recognition, hot work procedures, emergency response, first aid, confined space if applicable.
11. Common pitfalls / quick wins
Do
- Use on-tool LEV for site welding wherever the gun supports it.
- Verify the substrate before welding — galvanised, painted, plated all introduce specific fume hazards.
- Auto-darkening helmet only — no fixed-shade for arc work today.
- Run a 30 min cool-down after hot work in any non-bay location.
- Keep extinguishers + fire blanket within arm's reach during hot work.
Don't
- Cool electrode holders by dipping in water — splash + electrical risk. Air-cool 5 min.
- Weld on metal recently cleaned with chlorinated solvents — phosgene risk.
- Use oxygen as compressed air for cleaning, ventilation, or running tools — fire risk.
- Lay acetylene cylinders flat, even briefly.
- Skip flashback arrestors. They're a $30 part on a one-shot fire prevention.
12. Cross-references
- See also: abrasive_blasting, spray_painting_and_powder_coating (other surface-treatment hazards in the same shop), confined_spaces (welding in tanks/vessels)
- Electrical: managing_electrical_risks
- Manual tasks (welder posture): hazardous_manual_tasks
- Glossary: glossary_and_key_concepts
Source: welding_processes.md (Safe Work Australia, model Code of Practice, CC-BY-NC 4.0). Edition: May 2018 (amended Jul 2020 for GHS Rev 7). Last verified against SWA: 2026-04-27.