Spray Painting & Powder Coating
Isocyanates in 2-pack polyurethane sensitise the airway permanently. Powder coating dust is combustible. Static + flammable atmosphere = explosion. Three risks; three control families.
- Isocyanates (2-pack polyurethane) — air-supplied RPE mandatory; respiratory health monitoring under Reg 368.
- Spray booth with downdraft / crossdraft, capture velocity ≥ 0.3–0.5 m/s, post-purge ≥ 5 min.
- Earth & bond everything within 3 m of an electrostatic gun head.
- No metal accessories, conductive footwear (or conductive garters); cotton clothing.
- HEPA vacuum for powder cleanup — never sweep.
1. Process types
| Process | Notes |
|---|---|
| Conventional spray | Air-driven atomisation; high overspray. |
| HVLP | High volume / low pressure; lower overspray; safer alternative. |
| Airless | High-pressure pump; injection-injury risk (paint penetrates skin). |
| Air-assisted airless | Hybrid; reduced overspray. |
| Electrostatic | Charged droplets attract to earthed work; ≥ 60 kV — spark ignition risk. |
| Powder coating | Charged powder; combustible dust; TGIC-based or TGIC-free formulations. |
2. Isocyanates (2-pack polyurethane / epoxy systems)
Isocyanates are respiratory sensitisers. Once sensitised, even tiny re-exposures trigger asthma. There's no recovery — the worker is unable to be near isocyanates for life.
- Found in 2-pack polyurethane paints, varnishes, adhesives.
- Routes: aerosol/mist inhalation; dust from sanding partially-cured polyurethane; vapour from heated material.
- Effects: respiratory sensitisation, asthma, COPD.
- Reg 368 health monitoring mandatory for any ongoing significant exposure (mixing, handling, generating, storing).
- Baseline + periodic spirometry by registered medical practitioner with hazard-exposure experience.
- 30-year confidential records.
3. Engineering controls
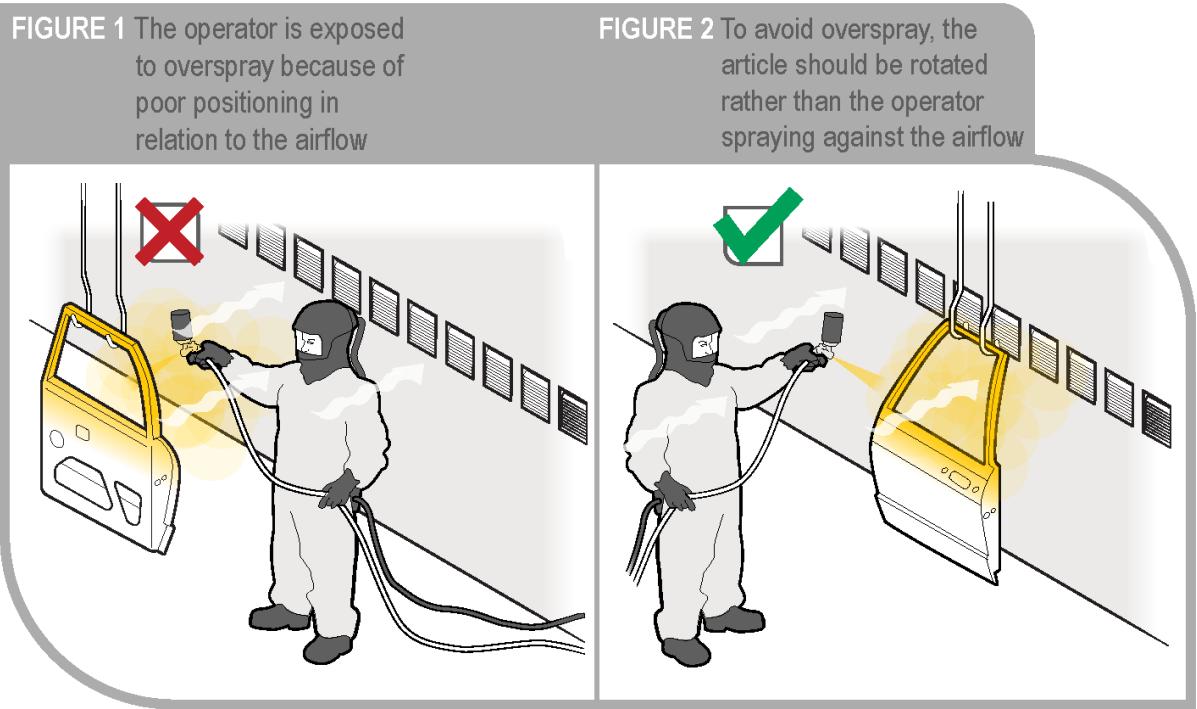 Figure 1 — Long nozzle directs spray away from the operator and toward the exhaust outlet. The operator never sits between gun and exhaust.
Figure 1 — Long nozzle directs spray away from the operator and toward the exhaust outlet. The operator never sits between gun and exhaust.
Spray booths (downdraft / crossdraft)
- Capture velocity ≥ 0.5 m/s downdraft, ≥ 0.3–0.5 m/s crossdraft.
- Pre-purge before spraying; post-purge ≥ 5 min before unmasking.
- Particulate filters for overspray; replaced on schedule.
- Standards: AS/NZS 4114.1, AS/NZS 60079.25, 60079.14 (explosion-protected enclosures and equipment).
Local exhaust ventilation (LEV)
- Captures mist/vapour at source.
- Used for powder hoppers, reclaim, equipment cleaning.
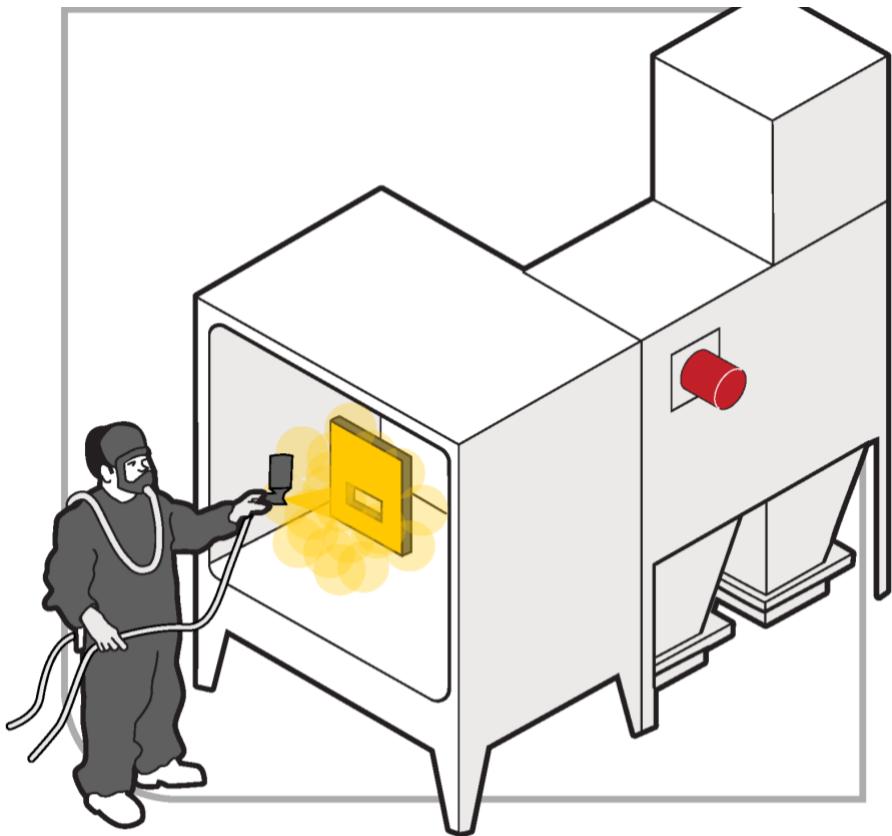 Figure 2 — Powder-coating booth with LEV and HEPA filtration. Interlock the ventilation with the gun — no airflow, no spray.
Figure 2 — Powder-coating booth with LEV and HEPA filtration. Interlock the ventilation with the gun — no airflow, no spray.
Powder coating booths
- Booth + LEV interlocked with gun (ventilation failure → automatic shutdown).
- Low air pressure in hopper to minimise overspray.
- Dedicated capture/recovery; HEPA vacuum cleanup only.
- Inspect filters & equipment regularly.
4. Outdoor / open-construction spray
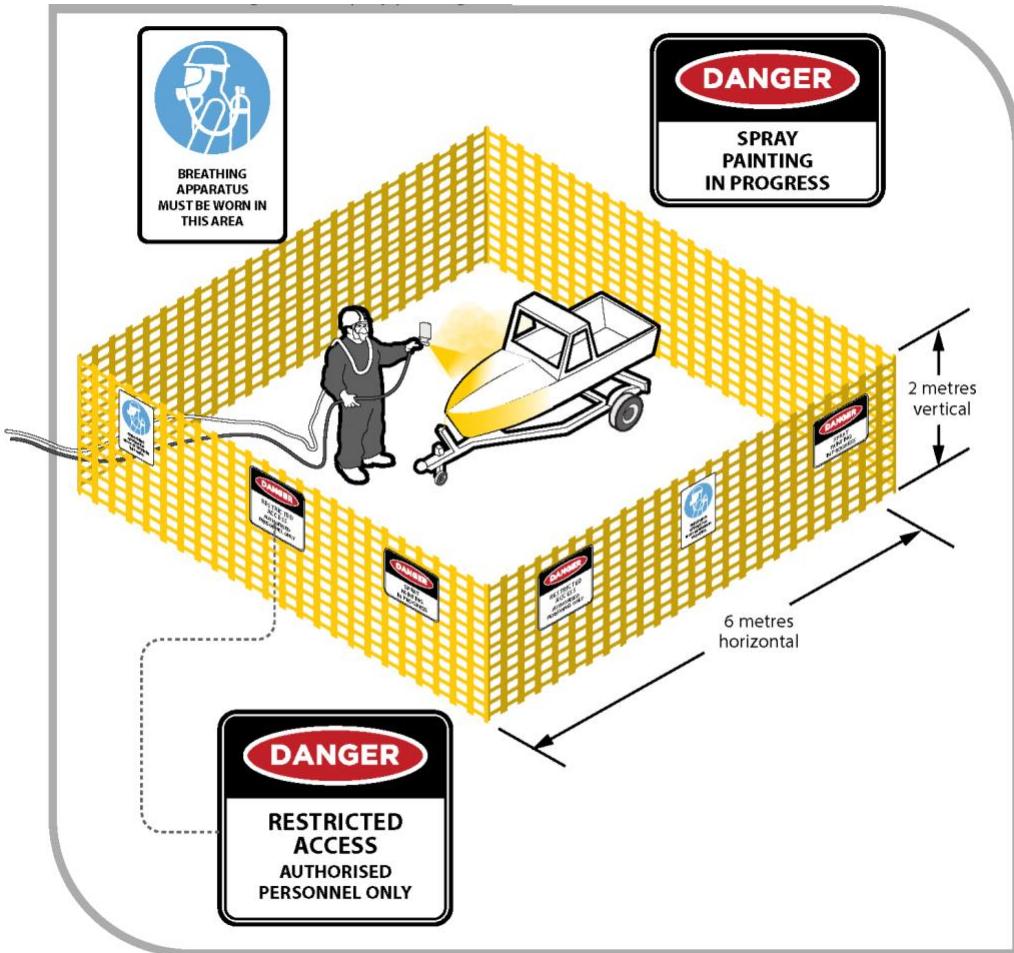 Figure 3 — Outdoor spray painting exclusion zone with barriers, signage, wind direction marked.
Figure 3 — Outdoor spray painting exclusion zone with barriers, signage, wind direction marked.
| Chemical | Exclusion zone |
|---|---|
| Low-risk | 3 m all directions |
| High-risk (isocyanate, solvent-rich) | 6 m horizontal, 3 m vertical |
- Continuous monitoring; warning signs ("Spray painting area — authorised personnel only").
- Cease in wind that compromises the zone.
- 30-min clear-down for enclosed spaces before re-entry.
5. Static, bonding & ignition control
Static is the #1 ignition source in spray operations.
- Earth all metal: spray guns, containers, hooks, conductive floors within 3 m of charged gun head.
- Conductive footwear (10⁷ – 7.5 × 10⁴ Ω); leather soles often insufficient. Conductive garters available where antistatic footwear is compromised.
- Cotton clothing preferred; avoid silk / synthetics unless treated antistatic.
- No metal jewellery / watches in the booth.
- No smoking / no naked flames / no hot work in spray or powder areas.
- Electrical isolation: only gun + cable in exclusion zone; all other equipment outside or explosion-certified.
- Solvent decanting: container on earthed surface; touching earthed surface before pouring; maintain contact during pour.
6. Storage
- Tightly closed labelled containers.
- Covered solvent taps; no open pouring.
- Well-ventilated flammable-goods cabinets.
- Solvent-soaked rags: stored wet in flooded metal containers, or removed daily.
- Segregate dangerous goods classes per AS 1940.
- Waste removed promptly.
7. Respiratory protection
| Material | Minimum RPE |
|---|---|
| 2-pack polyurethane / isocyanate | Air-supplied full-face or half-face (mandatory in enclosed booth) |
| 2-pack epoxy + acrylic in well-ventilated booth | Half-face combined particulate / organic-vapour cartridge |
| Same in inadequate ventilation | Full-face or PAPR |
| Powder coating spray | Half/full-face particulate; HEPA mask for reclaim/cleanup |
| Low-hazard general spray | Combined vapour/particulate cartridge if exposure > standard |
Fit-tested per AS/NZS 1715/1716.
8. Health monitoring & training
- Reg 368 — mandatory for isocyanate exposure (baseline + periodic spirometry).
- 30-year confidential records.
- Notification to regulator if abnormal results.
- Training: SDS literacy, PPE use/maintenance, safe handling, spill response, first aid, health monitoring procedures.
- Supervision matched to risk; competent workers only.
9. Common pitfalls / quick wins
Do
- Substitute 2-pack polyurethane with TGIC-free powder or low-hazard paint where practicable.
- Use HVLP or electrostatic instead of airless to cut overspray.
- Mandate air-supplied RPE for isocyanate work — cartridge respirators are not adequate.
- Interlock powder-booth ventilation with the gun.
- Pre/post-purge cycles in every booth.
- Mix and colour-match in a dedicated extraction booth, not the spray booth.
- Wet cleanup with solvents OR HEPA vacuum — never dry-sweep powder.
- Conductive garter on ankles when footwear worn / compromised.
- Baseline spirometry before isocyanate exposure; track for restrictive patterns.
Don't
- Treat 2-pack work as "just another spray". The respirator difference is critical.
- Use cartridge RPE for isocyanates.
- Allow spray painting in a non-explosion-protected workshop.
- Mix oxidisers with flammables in storage.
- Skip the post-purge — concentrations linger.
- Plug in ordinary equipment inside an exclusion zone.
10. Cross-references
- See also: welding_processes, abrasive_blasting (often the same shop)
- Hazardous chemicals (storage, SDS): managing_risks_of_hazardous_chemicals (Phase 4, §06)
- Manual tasks (sustained spraying posture): hazardous_manual_tasks
- Glossary (isocyanate, RPE, fit-test, PAPR): glossary_and_key_concepts
Source: spray_painting_and_powder_coating.md (Safe Work Australia, model Code of Practice, CC-BY-NC 4.0). Edition: October 2018 (amended Jul 2020 for GHS Rev 7). Last verified against SWA: 2026-04-27.